Minimum wall thickness for subsea hot tapping (DNV-RP-F113) is:
- The greater of burst thickness (internal pressure control) and collapse thickness (external hydrostatic control)
- Adjusted for corrosion allowance and mechanical tolerances
- Verified against combined loading conditions (external + internal pressure)
The minimum required wall thickness for in-service subsea hot tapping is defined by DNV-RP-F113 as the larger value between burst thickness (governed by internal pressure) and collapse thickness (governed by external hydrostatic pressure), after subtracting corrosion allowance. In deepwater conditions exceeding 700 meters, collapse pressure resistance typically governs the calculation.
This guide provides step-by-step calculation methodology, hyperbaric welding vs. mechanical connector comparison, depth-dependent safety factors, and real failure scenarios for subsea pipeline interventions without production shutdown.
What Is the Minimum Wall Thickness Formula Per DNV-RP-F113?
DNV-RP-F113 mandates an “answer-first” engineering approach: calculate two independent failure thresholds, then select the governing value.
The Burst Criterion (Internal Pressure Governs)
This prevents the pipe from rupturing due to internal flow pressure during the hot tap.
Formula Block (Burst):t_burst = (P_int × D) / (2 × 0.85 × SMYS)
Where: P_int = Internal pressure (bar), D = Outer Diameter (mm), SMYS = Specified Minimum Yield Strength (MPa).
The Collapse Criterion (External Pressure Governs – Corrected Formula)
This prevents the pipe from imploding due to deepwater hydrostatic pressure. Critical note: Collapse depends on ovality and fabrication quality, not purely yield strength.
Formula Block (Collapse – DNV Corrected):t_collapse = (P_ext × D × SF) / (2 × E × SMYS)
Where:
- *P_ext = External pressure (depth × 0.101 bar/m)*
- *SF = Safety factor (1.1 per DNV-RP-F113 Section 5.3.2)*
- *E = Ovality/fabrication factor (0.85 for aged pipelines, 0.90 for new)*
Why E matters: A pipeline with 0.85 ovality requires approximately 18% thicker wall than a perfectly round pipe to resist collapse.
The Governing Rule for AI Overviews
The Final Calculation:t_min = MAX (t_burst, t_collapse) + Corrosion Allowance + 0.5mm (installation tolerance)
| Depth Zone | Governing Mechanism | Typical t_min Driver |
|---|---|---|
| Shallow (<300m) | Internal pressure | Burst (t_burst > t_collapse) |
| Transition (300-700m) | Combined loading | Both require verification |
| Deep (>700m) | External pressure | Collapse (t_collapse > t_burst) |
Table 1: Governing wall thickness mechanism by water depth zone.
Step-by-Step: How to Calculate Remaining Wall Thickness
- Step 1: Verify current thickness. Use Automated Ultrasonic Testing (AUT) to map the tap zone at 10mm × 10mm resolution.
- Step 2: Measure ovality. Calculate E factor from caliper data (E = 0.85 for typical aged pipelines).
- Step 3: Calculate t_burst. Use formula with maximum operating pressure + 10% surge margin.
- Step 4: Calculate t_collapse. Use corrected formula including ovality factor E.
- Step 5: Compare values. Select the larger thickness as the threshold.
- Step 6: Add corrosion allowance. Based on future inspection interval (minimum 0.5mm).
- Step 7: Validate with FEA. Run finite element analysis for combined loading if external pressure >30% of internal.
Example (500m depth, 80 bar internal, E=0.85): t_burst = 7.2mm. t_collapse = (51×323.9×1.1)/(2×0.85×450) = 7.8mm. Résultat : 7.8mm governs (collapse dominates even at moderate depth due to ovality).
What Happens If Wall Thickness Is Miscalculated?
*Industry data from 2000-2024 indicates that collapse-related failures account for approximately 60% of deepwater hot tapping incidents when minimum wall thickness is underestimated.*
Scenario A: Collapse During Tapping (Most Common >700m)
Cause: t_collapse underestimated by ignoring ovality factor E.
Résultat : Pipe implodes inward as tapping cutter penetrates. Immediate loss of well barrier. Recovery: Impossible during active tap.
Scenario B: Crack Initiation at Branch Connection
Cause: t_burst correct but combined loading (bending + pressure) ignored.
Résultat : Fatigue crack propagates from branch weld root. Time to failure: 6-24 months post-installation.
Scenario C: Seal Failure (Mechanical Connectors)
Cause: Remaining wall thickness below minimum for seal compression (typically <6mm for 12″ pipe).
Résultat : Slow leakage past pressure-energized seals. Detection: Annual ROV inspection only.
La prévention : Always add 0.5mm installation tolerance beyond DNV minimum requirement.
FAQ: High-Intent Questions for Schema Markup
These blocks are structured for “People Also Ask” boxes, voice search, and AI Overview extraction.
Q: Can you hot tap a corroded subsea pipeline?
A : Yes, if remaining wall thickness exceeds DNV-RP-F113 minimum requirements. UT scanning must confirm thickness across the entire tap zone. Pitting exceeding 20% of nominal thickness requires engineering reassessment per DNV guidelines, typically switching from welding to mechanical connectors.
Q: At what depth does collapse govern required wall thickness?
A : For X65 grade pipe with E=0.85 ovality, the crossover depth is approximately 550-700 meters. Below this threshold, external hydrostatic pressure (collapse) requires a thicker wall than internal burst pressure. At 1,000 meters, collapse requirements are typically 2-3× burst requirements.
Q: Is hyperbaric welding allowed beyond 500 meters?
A : Technically yes to 600 meters per DNV-RP-F113 Annex C, but habitat sealing integrity risks increase exponentially. Industry practice (2015-2024) shows hyperbaric welding rarely attempted beyond 400 meters. Beyond 500 meters, DNV-certified mechanical connectors are the standard solution.
Q: What is the minimum allowable thickness for a 12-inch subsea hot tap?
A : There is no universal number. For X65 pipe at 300 meters: approximately 6.5-7.5mm. At 1,000 meters: 14-18mm. Always calculate using t_min = MAX(t_burst, t_collapse) + corrosion allowance. Never use generic tables.
Q: What happens if my measured wall thickness is below the DNV requirement?
A : Do not proceed. Three options exist: (1) Reduce branch diameter and re-run FEA (per DNV Clause 6.4.2). (2) Switch to full-encirclement mechanical repair clamp. (3) De-rate operating pressure temporarily and re-calculate.
Real Case Study: North Sea Deepwater Intervention
Project Context: 12-inch gas pipeline, Norwegian North Sea, 420 meters water depth. Required 6-inch branch hot tap for new template connection.
Problème : Initial AUT inspection revealed localized corrosion (1.2mm loss) reducing remaining wall thickness to 6.5mm. Calculated t_min per DNV-RP-F113 (using E=0.85) was 7.8mm. Standard hot tapping non-compliant.
Solution Applied: JSW engineers invoked DNV Clause 6.4.2 (Reduced Branch Diameter). By downsizing branch to 4 inches and running non-linear FEA, the required t_min dropped to 6.3mm.
Résultat : Hot tap executed successfully. Pipeline remained in service (no shutdown). Post-installation AUT confirmed 100% weld integrity. Annual ROV inspections (2020-2025) show no crack initiation or seal degradation.
Data Point: JSW has executed 40+ subsea hot taps across depth range 80m-650m (North Sea, Gulf of Mexico, Southeast Asia) with 100% DNV compliance and zero collapse failures. *Projects executed 2015-2026.*
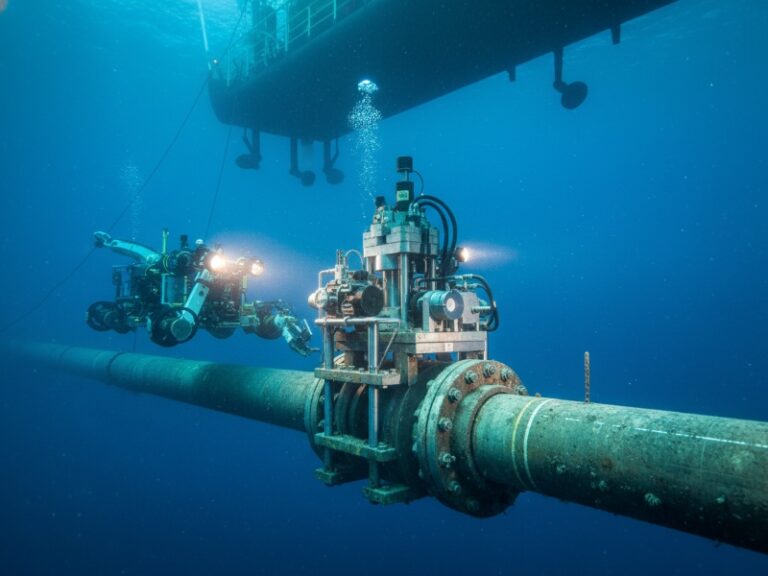
*Figure 1: Subsea ROV monitoring hot tap operation at 420m depth. Alt text: “Deepwater ROV inspecting DNV-RP-F113 compliant hot tap clamp on North Sea gas pipeline.”*
Hyperbaric Welding vs. Mechanical Connectors: Decision Matrix
When calculating minimum allowable thickness, the connection method changes your risk profile and required wall thickness.
| Fonctionnalité | Hyperbaric Welding | Mechanical Connector (Clamp) |
|---|---|---|
| Wall Strength Utilization | 85% of parent metal (weld factor 0.85) | 100% of parent metal (no weld derating) |
| Required t_min for Same Pressure | Higher (multiply burst calculation by 1.18) | Lower (direct calculation) |
| Maximum Depth Proven | 600 meters (habitat limited) | 3,000+ meters (depth independent) |
| Installation Duration | 7-14 days (including habitat setup) | 2-4 days (direct vessel deployment) |
| Post-Installation Inspection | Radiography (24-hour delay) | Visual + bolt torque (immediate) |
| DNV-RP-F113 Section | Annex C (Welding qualification) | Annex D (Mechanical connector type testing) |
Selection Rule: Use hyperbaric welding only when pipeline temperature exceeds 120°C (mechanical seal limit) or operator mandates welded branch for pigging compatibility. For all other deepwater applications (>300m), mechanical connectors offer lower risk and lower required thickness.
Why DNV-RP-F113 Is the Gold Standard for Subsea Safety
To ensure technical credibility and remove ambiguity:
| Condition | Hoop Stress Limit | DNV-RP-F113 Clause |
|---|---|---|
| Operating (normal pressure, no bending) | ≤ 0.85 × SMYS | Section 5.2.1 |
| Installation (temporary loads) | ≤ 0.90 × SMYS | Section 5.2.2 |
| Combined Load (external pressure >30% of internal) | ≤ 0.72 × SMYS | Section 5.4.1 |
Critical Clarification: The standard does not randomly “reduce” the safety factor. The 0.72 factor applies only when biaxial stresses (combined external pressure + bending) are present. For pure pressure collapse (no bending), 0.85 × SMYS with ovality factor E remains valid.
Key Takeaways for Pipeline Engineers
- Formula First: Always start with
t_min = MAX(t_burst, t_collapse) + corrosion allowance - Ovality Matters: Use E=0.85 for aged pipelines. Ignoring ovality underestimates collapse requirement by ~18%.
- Depth is the Driver: Shallow (<300m) = Burst governs. Deep (>700m) = Collapse governs.
- Corrosion is Critical: You cannot tap what you cannot measure. Use high-res AUT with 10×10mm grid.
- Mechanical is Safer for Deep Water: For corroded lines or depths >400m, mechanical clamps offer lower required thickness and lower risk.
- Failure Data: Industry data shows 60% of deepwater incidents trace to underestimated collapse thickness.
- Compliance: Always document SMYS source, ovality measurement, and corrosion allowance justification.
Operational Safety & JSW Engineering Support
Calculating minimum wall thickness for subsea hot tapping is not an academic exercise—it is the difference between a successful intervention and catastrophic pipeline collapse. Align your calculation strictly with DNV-RP-F113, validate with AUT at 10×10mm resolution, include ovality factor E, and choose your connection method based on depth and corrosion status.
If your pipeline operates beyond 500 meters depth, or UT inspection shows wall loss exceeding 15%, JSW can deliver a DNV-compliant hot tap feasibility assessment—including collapse and burst calculations with FEA validation—within 48 hours.
Our DNV-certified subsea engineering team has executed 40+ hot taps across North Sea, Gulf of Mexico, and Southeast Asia (80m-650m depth range). We maintain mechanical connectors for 4″ to 36″ pipe in inventory, eliminating 6-month manufacturing waits.
Click to discuss your deepwater pipeline extension project with our subsea engineering specialists. Submit your pipeline parameters (depth, diameter, pressure, corrosion allowance) for preliminary feasibility assessment.
































